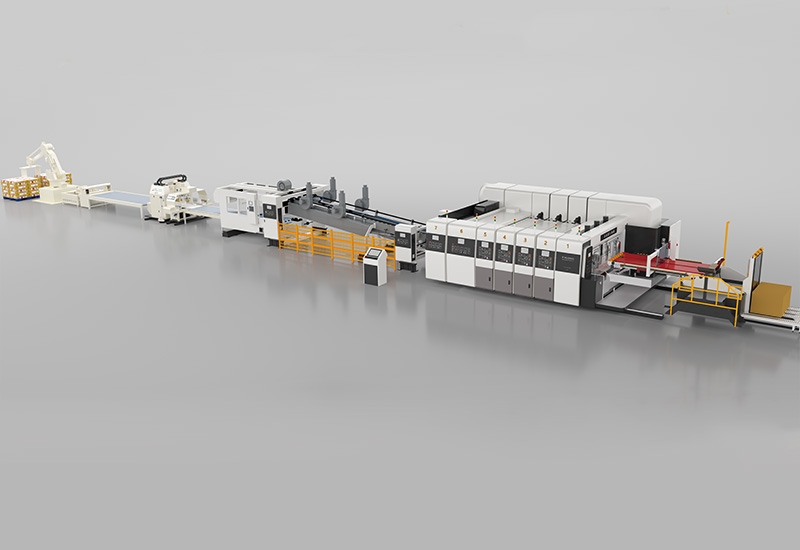
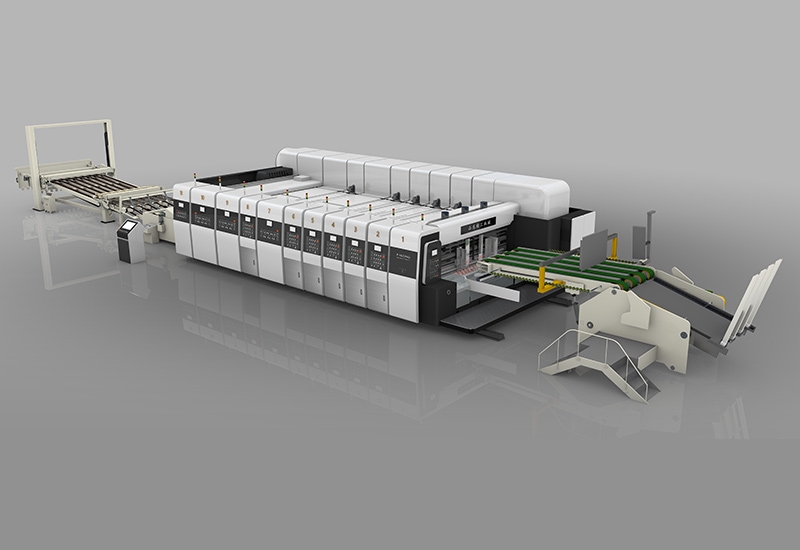
紙箱設備的壓緊環節不是很復雜。紙箱設備自動成型機、自動拆箱機是大批量紙箱自動拆箱、自動折下蓋、自動封底膠帶的流水線設備,該機采用PLC +顯示屏控制,操作極大方便,是實現自動化大規模生產的必備設備。紙箱設備特點:本系列機型,以紙箱成型后蓋為主要功能。紙板的存儲模式,使用垂直存儲并可隨時補充紙箱板(不需要停止修理盒)適用于紙箱規格,在同一時間和同一紙箱尺寸包裝使用,如果需要更改紙箱規格,手調整(調整時間只有2 - 3分鐘)。紙箱機械按產品系列可分為:紙箱成型機、紙箱成型機、包裝機、包裝機、紙包裝機、開箱機等。根據機器的自動化程度可分為:自動成型機、自動紙箱成型機等。紙箱機是紙箱成型機,紙箱開箱機是指自動完成開箱、成型、底折葉折。然后現在完成下一部分的膠帶粘貼,將紙箱折疊成板打開,將箱子底部按一定程序打開,并用膠帶密封后送到包裝機專用設備上。它分為箱型高線和箱型寬線。紙箱機是紙箱成型機,紙箱開箱機是指自動完成開箱、成型、底折葉折。然后現在完成下一部分的膠帶粘貼,將紙箱折疊成板打開,將箱子底部按一定程序打開,并用膠帶密封后送到包裝機專用設備上。

下面我們來談談壓線的常見問題之一,反射不是雙線問題的原因和解決方法。在正常情況下,壓線機,或觸線機)在人工折紙方向的正面進行壓痕線(含義:對折部分的物體)用雙折,不所謂雙折,就是線條不直,印痕不明顯或兩壓不平衡,造成不雙折。有幾個原因
1. 兩刀正常磨損(零件故障的基本類型),兩端與中間壓力不一致;
2是下凸條沒有居中,導致壓痕線偏移,形成反射不加倍;
3.設備本身沒有調整好,兩端壓力不一致,一邊大,另一邊小,導致反射沒有雙線。
解決方案如下
1. 根據兩刀的磨損情況,及時切磨,使兩面和中間平衡;
2. 根據雙反射線及時調整下凸條,使其處于正常狀態;
3.維修人員或操作技術人員應根據設備的運行情況對設備進行調整,使其處于良好狀態。即使在采取了上述措施(指出問題的解決方法)之后,在操作過程中也要注意抽查,避免上述問題一開始就是正確的。
?2020版權所有: 廣東品龍精工科技有限公司 技術支持:舍予科技 粵ICP備20026921號  粵公網安備 44060802000256號
粵公網安備 44060802000256號